
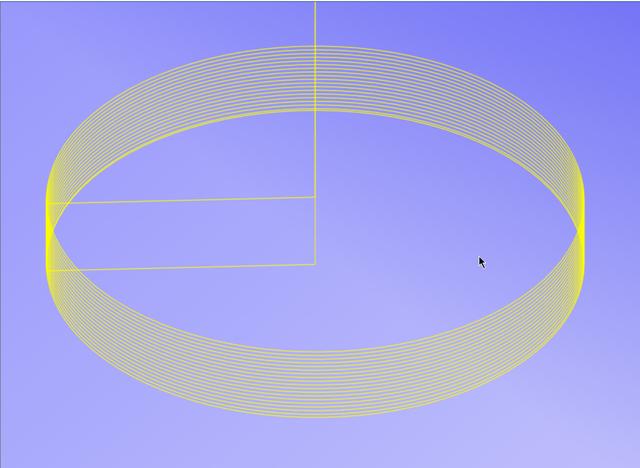
N1T1M6
#7= 50 (圆孔半径)
#18= 8 (刀具半径)
#17=-0.7(Z坐标增量值,即层间距)
#22= 0(Z坐标起始位置,赋初始值为0)
#26= -12.8(加工深度)
#9= 800(进给速度)
#10=FIX[[#26]/#[17]] (加工深度与层间距比,上取整)
#11=#10*#17 (#10乘以#17)
#12=#26-#11 (残留深度)
G0G90G54G40X60Y70 (快速定位)
G43H1Z30 (刀具长度补偿)
S1200M3 (主轴顺时针旋转S1200)
Z0M8 (快速移动到工件表面,切削液开)
G91G1X-[#7-#18]F#9 (相对值编程,G1运动一个切削半径)
WHILE[#22GE#26]DO3(如果#22大于或等于#26,在区间3内循环)
G3I[#7-#18]Z#17 (逆时针铣削一个切削半径,同时刀具螺旋下降一个层间距离Q)
#22=#22+#17 [Z坐标依次递增一个层间距离,即Q值]
IF[[#22+#17]LT[#26-0.01]]THEN#22=-1000(如果#22+#17小于#26-0.01,那么#22等于-1000)
END3 (循环3结束)
G91G3I[#7-#18]Z#12(逆时针铣削一个切削半径,同时螺旋下降至终点深度)
G1X[#7-#18](以进给速度 回到圆心位置)
G90G0Z200M5 (G90绝对值编程)
M30 (程序结束)

本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 sumchina520@foxmail.com 举报,一经查实,本站将立刻删除。
如若转载,请注明出处:https://www.ppcring.com/post/23969.html相关推荐
-
奶块怎么搬砖赚钱快,奶块怎么搬砖赚钱快一点?
不知道各位网友都是否听说过游戏搬砖?在前几年mmo网游盛行的时候,这一新兴职业可以说十分火热,不用出门就可以在家赚到不菲的回报,哪怕是近两年移动端游戏兴起,端游逐渐式微之后,靠此项…
-
抖音店铺怎么运营起来(抖音店铺怎么运营管理)
大家好,我是带货导航,今天为大家带来的就是如何正确的运营一个店铺页手册如果对您有所帮助请持续关注,带货导航为你带来新的内容。 一,前言 1,店铺页运营的趋势 在抖音电商,是否只需要…
-
配音秀怎么接单赚钱的,配音秀怎么接单赚钱的呢?
近日 #配音培训班忽悠为何频频得逞# 登上热搜 “免费专业声音培训”“帮联系高收入兼职”,面对这样的宣传,急于找工作的年轻人大概很难不动心。但据媒体调查,一些培训班的学员们在高价购…
-
研学旅游项目策划方案,研学旅游策划?
研学方案的神级模板 一、研学目的 1. 了解目的地的历史、文化、自然风光等 2. 培养学生的独立探究能力和团队合作精神 3. 增强学生的社会实践能力和实践操作能力 4. 拓展学生的…
-
怎么创业挣钱快(怎么创业才能成功)
加入第三方支付行业两年半,坐标成都,从校园外卖开始从零起步,18年4月因看到移动支付未来潜力以及其产生的管道收益与百度搜索快米兔达成合作。加入不到半年做到全国TOP前3,目前月均交…
-
用手机赚钱快方法2021年10月(用手机赚钱快方法的程序)
在这个时代,虽然钱不是万能的,但是没钱是万万不能的! 在这里为大家分享一些手机上赚钱的方式 ?1.首先手机上的赚钱软件 1.如快手.抖音.头条等等的软件,上面的邀新活动 这种因为他…
-
国际物流怎么找客户下单(国际物流怎么找客户线上)
国际性货物运输是指货物从一国供给到另一国货物运输的整个过程。由于物流条件的不同,促使一个国际物流管理系统需要在众多不同的法律法规、历史人文、风俗习惯、语言表达、高新技术的自然环…
-
中视频计划怎么才有收益,怎么过中视频计划?
我们新手朋友做中视频计划最关键的一步是什么?对,就是选择创作的方向。因此,选择领域、定位创作方向是我们每个自媒体人必须首先面对的一个重要选择题。 选择领域,表面上看似简单的第一步,…
-
淘宝消费券怎么领,淘宝消费券怎么领取?
随着淘宝的发展,越来越多的消费者开始在淘宝上购物。而对于购物爱好者而言,淘宝消费券无疑是他们喜爱的一种购物方式。那么,淘宝消费券怎么领取?该怎样使用淘宝消费券呢?本文将为大家介绍淘…
-
孩子努力的朋友圈怎么发,孩子努力的朋友圈怎么发说说?
在现代社会中,朋友圈成为了人们分享生活点滴的主要平台之一。对于孩子来说,朋友圈不仅是与朋友们交流的场所,也是展示自己努力和成长的窗口。如果想要在朋友圈中展示孩子的努力,下面给出一些…